
AUTOMAZIONE
Automazione
(App. III, i, p. 178)
Nell'a. si fondono contenuti e metodologie sviluppatisi nell'automatica (v. controlli automatici, App. III, i, p. 430; IV, i, p. 523; V, i, p. 721; automatica, App. IV, i, p. 202; V, i, p. 278) e nella ricerca operativa (v. ottimizzazione, in questa Appendice; operativa, ricerca, App. III, ii, p. 315; IV, ii, p. 669; V, iii, p. 768) con le tecnologie di altre discipline dell'ingegneria, principalmente del settore industriale e di quello dell'informazione, e anche del settore civile (v. robotica, in questa Appendice).
Sistemi di automazione
di Mario Lucertini, Fernando Nicolò
Evoluzione
Fino all'ultimo decennio del sec. 20°, la maggiore diffusione applicativa dei sistemi di a. ha riguardato i problemi di controllo sia in campo aeronautico e astronautico, sia nei processi industriali continui di trasformazione. Si sono sviluppate le metodologie e le applicazioni della sintesi dei sistemi di controllo automatico basate sull'analisi del comportamento dinamico, cui si fa riferimento con il nome di teoria del controllo, e quelle della teoria del controllo ottimo.
Alcune tappe significative di questo sviluppo relative agli anni Cinquanta e Sessanta sono legate ai lavori di R. Bellman e R.E. Kalman. Bellman sviluppò la programmazione dinamica, basata sul 'principio di ottimalità' (in un problema di decisione sequenziale, ogni segmento di una strategia ottima è una strategia parziale ottima, dati i rispettivi punti di partenza e di arrivo), che divenne rapidamente un potente strumento per la soluzione di un'ampia gamma di problemi di controllo ottimo (più in generale di teoria delle decisioni), e furono prodotti diversi software per le più svariate applicazioni. Kalman concepì un sistema per automatizzare il controllo di processi continui utilizzando un elaboratore, con un modello a tempo discreto del sistema (in cui misura e azione avvengono a istanti di tempo separati) e di un calcolo dei parametri ottimi in ogni intervallo di tempo, effettuato con i minimi quadrati.
Per i problemi di controllo ottimo, Kalman introdusse il concetto di variabili di stato che contengono in sé, con il loro valore istantaneo, la storia passata del sistema dinamico; analizzò quindi le relazioni di dualità che esistono tra il problema del controllo e il problema del filtraggio a retroazione, fornendo poi una procedura di sintesi che offre un nuovo modo di affrontare il problema del controllo e dimostrando che con un indice di errore quadratico il controllo ottimo è ottenibile con una retroazione lineare delle variabili di stato.
Successivamente, Kalman definì la controllabilità e osservabilità dello stato con i relativi modelli. Inoltre, sulla base del concetto di controllo modale avanzato da H.H. Rosenbrock, l'impostazione di Kalman diede luogo a procedure per l'allocazione dei poli della funzione di trasferimento. Con R. Bucy introdusse il filtro detto di Kalman-Bucy, e dimostrò in modo rigoroso il ruolo della retroazione nei problemi di filtraggio, nonché l'equivalenza tra i problemi di controllo e filtraggio. In effetti, come per il filtraggio del segnale nelle telecomunicazioni, una delle ragioni principali del successo della retroazione nei problemi di controllo è proprio la riduzione degli effetti dell'incertezza e del rumore, per cui non è necessario disporre di un modello estremamente preciso del sistema da controllare, in quanto gli errori dovuti all'approssimazione sono compensati dall'intervento del sistema di controllo a retroazione.
Con lo sviluppo dell'elettronica e dell'informatica, le macchine a controllo numerico si affermarono rapidamente in tutta l'industria metalmeccanica. La programmazione con un nastro perforato, mediante il quale si trasmettono i comandi direttamente ai servomeccanismi, venne superata dai supporti magnetici con linguaggi di programmazione specifici sempre più evoluti, tra cui l'APT (Automatic Programming Tool). A partire dagli anni Sessanta entrarono in fabbrica i primi robot industriali, che presto divennero un paradigma della produzione automatizzata, e nacquero i primi insiemi coordinati di macchine con controllo supervisore. Per il coordinamento si fece largo uso dei controllori logici programmabili (PLC, Programmable Logic Controller), evoluzione in tecnica digitale dei controllori a relè già impiegati nel controllo di sequenza delle operazioni delle macchine, sia nella produzione continua sia in quella manifatturiera. Le tecnologie informatiche dei PLC e delle reti locali che li interconnettono (LAN, Local Area Network) e li connettono sia al governo operativo delle macchine, sia ai livelli tattici di gestione della produzione, raggiunsero un alto livello di standardizzazione. Ciò contribuì notevolmente alla diffusione della flessibilità operativa dei dispositivi e dei sistemi automatici.
Dal pieno sviluppo degli strumenti di controllo automatico delle macchine utensili nacquero i centri di lavorazione, con un sistema di caricamento automatico dei pezzi da lavorare, controllo della forza esercitata dall'utensile, cambio automatico dello stesso, magazzini per diverse decine di utensili (anche più di cento), programmabili automaticamente nella sequenza delle operazioni, oltre che nella loro esecuzione. I centri di lavorazione e le altre macchine utensili dedicate presentavano già, in qualche misura, quelle caratteristiche di flessibilità, programmabilità e integrabilità che sono emblematiche per i robot. I primi sistemi del tipo che verrà poi chiamato FMS (Flexible Manufacturing Systems), o anche a. flessibile, nacquero come insiemi coordinati di macchine, integrati da un sistema di trasporto dei pezzi programmabile dal controllo supervisore, per produzioni di medio volume e con limitata variabilità. I sistemi di trasporto furono, all'inizio, dello stesso tipo di quelli impiegati nelle linee dell'a. rigida (carrelli su binari, vie a rulli, binari sopraelevati con ganci sospesi, nastri trasportatori) con dispositivi per biforcazioni o incroci, controllati tramite la rete informatica di supervisione.
Tra il 1965 e il 1970 la Sundstrand Corporation realizzò negli USA il sistema Omnicontrol con 10 stazioni di lavoro collegate da un sistema di trasporto a rulli controllato da elaboratore e lo installò in una linea di produzione della Ingersoll in Virginia per la produzione di 70 diversi tipi di componenti per aeromobili. Più o meno nello stesso periodo sistemi analoghi vennero sviluppati presso l'università di Stoccarda e presso le ferrovie giapponesi (con il contributo della Fujitsu e della Ikegai). Il nome FMS venne dato per la prima volta nel 1970 a un sistema coordinato di macchine, con notevoli capacità di riconfigurazione e flessibilità, prodotto dalla Kearney e Trecker (Milwaukee, Wis.), di cui uno dei primi esemplari fu installato presso la divisione trattori della Allis-Chalmers a Milwaukee. Il primo sistema flessibile in grado di funzionare in modo non presidiato fu, probabilmente, il System 24, realizzato da T. Williams per la Molins a Deptford, nelle vicinanze di Londra, il cui nome indicava la capacità di operare per 24 ore su 24 sotto il controllo di un elaboratore, con il solo turno diurno di 8 ore presidiato dal personale addetto. Si svilupparono poi gli AGV (Automated Guided Vehicle), carrelli automatici guidati su pista magnetica. Gli AGV permettono una riconfigurazione meno onerosa del sistema in quanto la pista magnetica è ottenuta semplicemente mediante un filo fissato sotto il pavimento, che porta anche i segnali di controllo e misura dell'AGV.
L'Italia fu presto all'avanguardia nell'a. flessibile. Agli inizi degli anni Settanta furono installati i primi robot. Nel 1975 si cominciò ad adottare gli AGV. Il primo FMS è operativo dal 1979 ed è stato completamente realizzato, per lo stabilimento FIAT Veicoli industriali di Brescia, dal COMAU, che successivamente consegnò altri sistemi del genere anche negli USA. La flessibilità operativa acquisita dall'a. dimostra sul campo di poter modificare l'economia delle attività produttive, consentendo investimenti in a. che non vengono vanificati dalla diversificazione richiesta dal mercato. Inoltre, con la diffusione capillare di dispositivi di misura e con le reti a elaborazione distribuita che raccolgono e aggregano dati, oltre a trasmettere comandi, i sistemi per l'a. flessibile permettono anche di soddisfare la richiesta di qualità dei prodotti ottenibili solo con una verifica continua dei processi produttivi (si manterrà la verifica a campione sul prodotto solo per constatare il raggiungimento del livello di qualità richiesto).
L'integrazione 'orizzontale' del livello operativo spinge verso quella 'verticale' con il livello tattico (v. produzione: Sistemi di produzione, in questa Appendice). Un esempio significativo è quello della Ingersoll Mining Machine Company, in cui le attività di progettazione-produzione-vendita sono gestite in modo integrato da un sofisticato sistema (già indicato come CIM, Computer Integrated Manufacturing), realizzato in diverse fasi, che riguardano: 1) il sistema informativo; 2) il sistema di supporto per la documentazione tecnica; 3) il sistema CAD/CAM (con una serie di applicazioni aggiuntive per l'elaborazione statistica); 4) la gestione integrata dei dati e la simulazione; 5) l'inserimento nel sistema di un FMS formato da 12 centri di lavorazione, capace di lavorare in modo non presidiato per un intero turno, con una gestione unificata dei magazzini e dei flussi di parti. Un buon livello di integrazione è stato raggiunto nel 1985, a Termoli, nell'impianto FIAT di produzione del motore per uso automobilistico FIRE 1000, per le operazioni di lavorazione, montaggio e collaudo.
Negli anni Ottanta i robot diventarono sempre più sofisticati, compiendo operazioni sempre più complesse, e vennero anche integrati in celle con diversi elementi cooperanti. Questo si verificò in modo particolare nei processi di assiematura, dove la manipolazione, la predisposizione e la combinazione di un numero rilevante (fino a molte decine) di pezzi diversi, con operazioni di inserimento anche molto complesse e verifiche di insieme con parti anche in movimento, richiedevano la cooperazione di robot e macchinari di diverso tipo con precisioni elevate e, soprattutto, una notevole capacità di affrontare situazioni variabili. I sistemi FMS, eventualmente comprendenti celle robotizzate per l'assiematura, divennero economicamente convenienti e necessari alla competitività aziendale negli anni Ottanta. Secondo valutazioni di società professionali, nel 1981 vi erano 120 FMS completamente funzionanti in varie parti del mondo, nel 1984 circa 230 (di cui 100 in Giappone, 60 in USA, 25 in Germania, 15 in Svezia); a partire dalla seconda metà degli anni Ottanta diventa difficile tenere il conto del gran numero di realizzazioni in tutte le parti del mondo.
Negli anni Novanta si è arrivati a concepire celle multirobot in grado di gestire il proprio lavoro, verificarne i risultati e coordinarsi con il complessivo sistema di produzione (costituito anche da un FMS con movimentazione automatica delle parti e degli utensili).
Fondamenti metodologici
L'evoluzione dell'a. sopra tratteggiata può essere ricondotta all'applicazione di quattro principi fondamentali, a cui corrispondono filoni di sviluppo collegati e interagenti, ma fortemente caratterizzati: a) retroazione, cioè intervento automatico sulla base della situazione, dal regolatore di J. Watt alla cella flessibile di lavorazione capace di autoconfigurarsi; b) integrazione, cioè collegamento automatico di attività e/o operazioni, dalla linea di montaggio di Ford alla fabbrica automatica integrata; c) sintesi, cioè a. del processo inverso dalle specifiche di progetto alla configurazione del sistema, dalla sintesi diretta di circuiti elettrici, dei regolatori o dei movimenti delle macchine utensili, alla progettazione automatica dei circuiti integrati o di segmenti di un processo produttivo; d) supporto alle decisioni, cioè elaborazione automatica degli elementi di decisione sulla base delle misure, dalla logistica al governo di sistemi complessi di varia natura, quali navi, aerei, impianti, intere aziende.
Retroazione e integrazione sono fortemente presenti negli FMS: la prima nei controlli automatici delle macchine, la seconda nel loro collegamento e coordinamento automatico. Sintesi e supporto alle decisioni sono assai presenti nei sistemi di progettazione automatica: le modifiche di configurazione del prodotto finale generano, sia in modo automatico sia attraverso fasi interattive di supporto alle decisioni, modifiche nel processo produttivo e nei programmi di lavorazione (portando sia all'integrazione della progettazione sia a nuove modalità di integrazione delle operazioni in produzione). Si osservi che collegare il concetto di a. con i principi sopra elencati significa riconoscere un ruolo a parte all'informatica, cioè all'elaborazione automatica delle informazioni, e alle telecomunicazioni, cioè alla trasmissione automatica delle informazioni. Ciò corrisponde al significato ormai consolidato del termine automazione. Ancora negli anni Sessanta, alcune classificazioni dei fenomeni di a. comprendevano sia il calcolo automatico sia l'elaborazione dei segnali. In effetti, i fondamenti dell'a., dell'informatica e delle telecomunicazioni mostrano ampia intersezione e molte radici comuni. In questa sede, informatica e telecomunicazioni non vengono prese in esame, se non marginalmente per le interazioni con l'a.; l'attenzione viene piuttosto concentrata sull'a. dei sistemi di produzione in applicazione dei quattro principi sopra individuati.
Il termine produzione è qui usato in senso molto lato: il sistema può produrre oggetti (sistema manifatturiero), flussi continui di beni (industrie di processo come impianti chimici o nucleari, alcune industrie alimentari), servizi all'industria (logistica e distribuzione), servizi commerciali (rivendita, ristorazione, manutenzione), servizi pubblici (trasporti, comunicazioni). Per la determinazione automatica dell'intervento nei sistemi complessi è necessario un modello, della realtà su cui si opera e degli obiettivi che si intende perseguire, utilizzabile in pratica. Questo spiega l'enfasi data alla modellistica; ragionare per modelli diventa la chiave di volta del processo di automazione. In tale processo si stenta a volte a riconoscere il classico procedimento scientifico (basato sulla sequenza ipotesi, esperimento, verifica), in quanto si usano i modelli non tanto per formalizzare ipotesi, quanto per verificare (su base virtuale, cioè per simulazione) il comportamento in condizioni assegnate; la coerenza di queste ultime con la realtà è un problema rilevante quanto la buona approssimazione dei modelli. D'altro canto, in molti casi (dal regolatore di Watt agli FMS) la realizzazione pratica precede l'analisi teorica e questa serve a trarre dall'idea originaria tutte le potenzialità di sviluppo.
Un problema tipico che si presenta negli studi sull'a. è quello di prevedere il comportamento di un sistema complesso, anche se formato da parti semplici. La complessità, dovuta alla numerosità delle parti e/o alla natura delle connessioni, può essere tale da rendere praticamente impossibile prevedere tale comportamento, anche nel caso completamente deterministico e a informazione completa. Gli studi sulla complessità computazionale, sui sistemi non lineari e, in generale, sul caos, hanno permesso di gettare una luce su questa difficoltà, sfortunatamente in senso negativo, ossia chiarendo il perché si tratti di un problema molto difficile. D'altra parte, è essenziale poter garantire un buon comportamento per un sistema automatico, che non può prevedere azioni correttive esterne. Quando la complessità è elevata, per garantire la prevedibilità vengono introdotti vincoli aggiuntivi (per es., parti non lineari vengono forzate a comportamenti lineari con la retroazione, componenti di prodotti diversi vengono forzate a essere uguali per garantire l'interscambiabilità), anche se non strettamente necessari per raggiungere gli obiettivi.
Il contesto di formalizzazione utilizzato ha subito nel tempo una forte evoluzione, sia dal punto di vista della quantità e del tipo di vincoli esterni introdotti nel sistema, sia da quello degli strumenti metodologici utilizzati per trattare il problema.
Alcuni dei passi fondamentali nell'evoluzione dell'a. sono dovuti proprio all'introduzione di nuovi contesti di formalizzazione. I contributi di E. Whitney (interscambiabilità, 1798), J.C. Maxwell (retroazione, 1868), E.J. Routh (stabilità, 1876), F.W. Taylor (ottimizzazione del processo di lavorazione, circa 1900), H.L. Gantt (sequenziamento delle lavorazioni, circa 1901), H. Ford (linea di montaggio, circa 1911), H.S. Black-H. Bode-H. Nyquist-N.B. Nichols (metodi per la progettazione di sistemi di controllo, intorno al 1940), N. Wiener (filtraggio, 1942), G.B. Dantzig (programmazione lineare, circa 1947), W.E. Deming (qualità totale, circa 1950), R. Bellman (programmazione dinamica, 1956), D.R. Fulkerson (reti di flusso, 1956), R.E. Kalman (sistemi dinamici e filtraggio, 1956) e di molti altri, alcuni dei quali citati nel precedente paragrafo e nelle voci già richiamate, sono illustrazioni importanti di questi progressi concettuali di grande portata per il contesto produttivo.
Volendo elencare, senza pretesa di essere esaustivi, alcuni dei più significativi contesti di formalizzazione per l'a., vi sono: stato, filtraggio, stabilità, teoria del controllo; teoria dei sistemi dinamici (continui, a tempo discreto, a eventi discreti, a parametri distribuiti, stocastici); teoria statistica, teoria delle file d'attesa, catene di Markov, simulazione, teoria delle scorte, affidabilità, manutenibilità, disponibilità; reti logiche, reti di attività, grafi e ipergrafi, automi a stati finiti, reti di flusso; ottimizzazione combinatoria, continua, multicriterio e multidecisore; teoria della configurazione (reti di processi, scelta della struttura e della tecnologia, benchmarking); teoria degli algoritmi, complessità, convergenza e approssimazione.
I quattro principi fondamentali introdotti sopra riguardano sia aspetti consolidati del processo di a., sia aspetti meno ben definiti che, decisi volta per volta sulla base del contesto, determinano le caratteristiche dell'intervento di progettazione in corso e le sue possibilità di dar luogo a un sistema di produzione competitivo. Si può affermare che oggi esistono, per un sistema di produzione di medie dimensioni, un nucleo di caratteristiche relative all'a. senza il quale non è possibile operare (una macchina utensile ha sempre un controllo numerico, ha meccanismi di retroazione standard ed è integrabile con altre macchine; un ufficio di progettazione ha sempre supporti CAD più o meno sofisticati e integrabili con la produzione; i responsabili della produzione dispongono sempre di supporti più o meno sofisticati alla pianificazione e alle decisioni operative) e una serie di altre caratteristiche molto variabili (numerose caratteristiche che ieri non erano tipiche di tutti i sistemi competitivi oggi lo sono, altre viceversa diventano meno importanti) che fanno parte della specificità di un particolare sistema e che determineranno di fatto sempre più nel futuro la sua competitività (integrazione con fornitori e clienti; telecontrollo e caratteristiche di virtualità; dimensioni, decentramento delle decisioni e complessità organizzativa).
Tendenze evolutive
Nell'impostazione dell'automatica sviluppatasi nella seconda metà del sec. 20°, i sistemi di controllo automatico eseguivano dei comandi, spesso dati come andamenti temporali prescritti per alcune grandezze significative (controllo automatico continuo, di base); anche nel caso del controllo ottimo la funzione di costo da minimizzare era data da una misura dello scostamento degli andamenti prescritti da quelli effettivi. Successivamente, anche con l'apporto dell'ottimizzazione combinatoria, della teoria delle code markoviane e della teoria delle decisioni, si è passati dal comando automatico di tipo continuo a sistemi di controllo a eventi discreti (in cui l'effetto del controllo è l'attivazione di un evento rappresentato come un'entità separata) che eseguono il coordinamento automatico delle successioni di eventi operativi (chiamato controllo supervisore se, a valle del coordinamento automatico, si generano i comandi per i sistemi di controllo dell'evoluzione di ogni singola operazione); anche il controllo automatico dei sistemi a eventi discreti ha però carattere esecutivo: esegue comandi precisi, immediatamente operativi, nel coordinamento che non richiede controlli automatici di base (come in un elettrodomestico sofisticato o in un robot elementare, in cui non c'è retroazione continua dai sensori), viceversa è un generatore di altri comandi esecutivi per i controlli continui di base nel controllo supervisore (come in un robot sofisticato con controllo a retroazione del moto: v. robotica, in questa Appendice; automatica, App. V).
Nell'impostazione classica della ricerca operativa si sviluppano modelli e algoritmi, tra cui quelli appena citati per il controllo di sistemi a eventi discreti, essenzialmente per il supporto alle decisioni di operatori che devono 'gestire' sistemi, cioè individuare gli obiettivi delle azioni da svolgere, modellizzare questi e i fenomeni che governano il sistema che devono gestire, verificare 'virtualmente' per simulazione gli effetti delle azioni suggerite, dopo averle scelte e/o modificate, ed eventualmente iterare questo processo di decisione, se necessario anche con esperimenti pilota, accumulando esperienza che non può essere utilizzata automaticamente.
Nel futuro dell'a. saranno sempre più ampiamente presenti sistemi in grado di svolgere automaticamente, accumulando esperienza, alcuni processi decisionali come quelli sopra delineati; sistemi, cioè, dotati di larga autonomia interna, capaci di individuare le operazioni da svolgere per raggiungere obiettivi produttivi e dare, in base a queste decisioni automatiche, i comandi esecutivi, per i controlli supervisori e/o i coordinamenti e i controlli automatici di base. Un esempio di sistemi capaci di autogestirsi sono le celle robotizzate, attualmente allo studio, o i sistemi di robot cooperanti per l'esplorazione extraterrestre (v. robotica, in App. V e in questa Appendice). Questo tipo di autonomia riguarda il funzionamento interno del sistema e può associarsi o meno all'autonomia esterna, cioè alla capacità del sistema di comportarsi come un agente o processo autonomo, in grado di coordinarsi autonomamente con altri sistemi, automatici o non, in base a obiettivi comuni.
L'autonomia sarà associata alla diffusione delle reti informatiche di comunicazione per avere fabbriche virtuali costituite da operatori decisionali del livello tattico (v. produzione: Sistemi di produzione, in questa Appendice), eventualmente distribuiti sul territorio, integrati con un sistema informativo, e da centri di trasformazione tecnologica, eventualmente senza la presenza continua dell'uomo (livello operativo) e collegati agli operatori mediante sistemi di telepresenza. La telepresenza è costituita dalla teleoperazione (già attualmente diffusa) e dalla telemisura, resa all'operatore con i sistemi di rappresentazione integrata multimediale che vanno sotto il nome di realtà virtuale. La struttura tecnologica della fabbrica virtuale si associerà a una struttura organizzativa a rete di processi autonomi che già oggi costituisce il nuovo paradigma dei sistemi di produzione.
L'autonomia ha diverse finalità. In ordine crescente di strutturazione del processo decisionale, possiamo citare le seguenti:
a) rendere l'agente capace di agire, in condizioni di mancanza di un'informazione completa sull'ambiente, sulle condizioni operative e sugli obiettivi. Questo, generalmente, si ottiene utilizzando tecniche di tipo adattivo con misure, valutazioni e correzioni successive degli errori, e consente di ampliare considerevolmente il campo di intervento dell'agente;
b) rendere un elemento di una rete di processi capace di agire quando il sistema di interconnessione non è in grado di trasmettere tutta l'informazione necessaria tra i nodi della rete. Si tratta, generalmente, di supplire all'informazione mancante nel nodo (ma presente altrove) con una simulazione di quanto manca e opportune procedure di acquisizione dell'informazione mancante. Questo, in particolare, consente a parte del sistema di continuare a operare quando un'altra parte funziona in modo degradato o cessa di funzionare del tutto, aumentando robustezza e flessibilità;
c) rendere l'agente capace di decidere e quindi di agire quando, pur in presenza dell'informazione di base necessaria, le capacità modellistiche, algoritmiche ed elaborative dell'agente non consentono di arrivare alla soluzione in tempo utile. Questo, generalmente, si ottiene utilizzando procedure euristiche e regole di decisione basate sull'esperienza fatta in casi simili, e consente di rendere più brevi i tempi di risposta del sistema a sollecitazioni esterne.
Problemi cruciali per un agente autonomo sono la scelta dell'interlocutore e il coordinamento con gli altri agenti. Attualmente, nei sistemi di produzione, l'interlocutore è fissato a priori (anche se sono allo studio sistemi più complessi in cui viene previsto un certo margine di autonomia in tale scelta). Le modalità con cui viene realizzato il coordinamento sono ora di tipo euristico e fortemente legate alle modalità con cui gli agenti prendono le loro decisioni. La formalizzazione di questo aspetto del processo decisionale in un'ottica di ottimizzazione delle prestazioni è un tema di ricerca di rilevante interesse: si tratta di trovare regole di decisione locali e protocolli di interscambio di informazioni tra agenti, tali da far evolvere il sistema in modo da avvicinarsi il più possibile all'ottimo complessivo.
bibliografia
Ch. Babbage, On the economy of machinery and manufactures, Philadelphia 1832.
N. Wiener, Cybernetics or, Control and communication in the animal and the machine, New York 1948.
Selected papers on mathematical trends in control theory, ed. R. Bellman, R. Kalaba, New York 1964.
O. Mayr, The origins of feedback control, Cambridge (Mass.) 1970.
S. Bennet, A history of control engineering 1800-1930, Stevenage-New York 1979.
The mechanization of work, in Scientific American, 1982, 3, special issue.
L.S. Gould, Factory automation - a key to survival, Wilbraham 1986.
S. Strandh, Machines. Histoire illustrée, Paris 1988.
R.U. Ayres, History of mechanization, in R.U. Ayres, Computer integrated manufacturing, 2° vol., The past, the present and the future, London-New York 1992.
R.U. Ayres, History of programmable automation, in R.U. Ayres, Computer integrated manufacturing, 2° vol., The past, the present and the future, London-New York 1992.
G. Bertoni, M.E. Penati, L'automazione industriale. Dal mulino da seta alla fabbrica automatica, Bologna 1992.
R.G. Askin, C.R. Standridge, Modelling and analysis of manufacturing systems, New York 1993.
S. Bennet, A history of control engineering 1930-1955, Stevenage 1993.
The evolving history of control, ed. S. Yurkovich, in IEEE control systems, special issue, June 1996.
V. Boed, Control and automation for facilities managers: application engineering, Boca Raton (Fla.) 1999.
Tecnologia
di Augusto Di Napoli
L'a. industriale è stata oggetto di una sottile ma decisiva discussione strategica, che ha contrapposto i costruttori dei sistemi di produzione agli informatici impegnati nella realizzazione di sistemi industriali integrati. Per quanto riguarda i sistemi di produzione, questi si sono evoluti in complessità e la scelta fra loro dipende dalle diverse esigenze di impiego. Infatti si parte da molte macchine operatrici per ogni settore di impiego, con utilizzo prevalente di controllori logici programmabili incorporati negli impianti stessi, per giungere alle macchine utensili per metalli, ai robot, alle cosiddette celle (macchine utensili integrate a sistemi di movimentazione e robot asserviti), agli FMS (interi blocchi di officina integrati a più centri di lavorazione) e ai sistemi integrati di più robot.
Ciascuno degli esempi sopra accennati corrisponde a una o più macchine, ciascuna con caratteristiche particolari, che hanno la peculiarità di non avere una configurazione predefinita. Spesso si tratta di macchine che possono essere utilizzate, nelle diverse operazioni di precisione, rapidamente in punti diversi dello spazio e su oggetti diversi, ciascuno dei quali deve effettuare una serie di operazioni di lavoro diverse fra loro.
Un esempio dell'evoluzione delle esigenze e quindi dello sviluppo di tali sistemi è offerto dall'operazione di infilare un filo nella cruna di un ago. In una macchina operatrice filo e ago vengono posti in un'opportuna posizione, a partire dalla quale avviene il montaggio; invece il robot deve afferrare l'ago da una parte, il filo dall'altra e unirli, realizzando così l'operazione in modo analogo a quanto farebbe una persona. In generale, nei sistemi più evoluti sono richieste, oltre alla precisione, doti di flessibilità, di adattabilità e di destrezza, e a volte il potenziamento di una di queste qualità risulta comprometterne un'altra. Infatti la destrezza può essere raggiunta attraverso una struttura molto flessibile; d'altra parte la flessibilità implica una cedevolezza che è nemica della precisione. La rapidità nell'esecuzione dei cicli di lavoro implica forti velocità e accelerazioni relative dei vari componenti del sistema comportando l'insorgere di vibrazioni che possono rendere impreciso o vanificare il lavoro stesso.
Oltre che dalla varietà di lavorazioni, cui già si è accennato, la difficoltà di effettuare una classificazione delle macchine o sistemi dipende dal campo di variazione di velocità e di coppia delle singole macchine. Un esempio di ciò può essere la differenza fra la coppia necessaria per l'operazione di cucitura con ago e filo e quella necessaria per l'operazione di fresatura dei metalli. Inoltre si deve tenere presente la stretta connessione che esiste fra le diverse configurazioni e strutture necessarie, da una parte, e il controllo elettronico, dall'altra. Certi difetti riscontrati in una determinata struttura meccanica possono a rigore essere eliminati o ridotti mediante un'opportuna azione di controllo, ma talvolta ciò può divenire inaccettabile per l'appesantimento e l'aumento di costo del relativo sistema. Nel campo dell'a. risultano inoltre interessanti le problematiche relative ai sensori, al governo del sistema di a., alla scelta degli attuatori e, infine, al controllo del sistema di produzione.
Per quanto riguarda i sensori, questi utilizzano diverse tecnologie (elettroottiche, a ultrasuoni, elettromagnetiche ecc.) per ottenere informazioni su distanze, pressioni, forze, correnti elettriche ecc. La tendenza, in numerosi settori dell'a., è quella di impiegare sempre più spesso sensori che utilizzano sistemi ottici, in quanto tali sistemi permettono di eseguire sia il controllo sia la regolazione senza contatto; ne consegue una protezione anti-infortunistica più agevole, la possibilità di utilizzare direttamente il segnale digitale e di trasmetterlo su fibra ottica, e l'eliminazione o la riduzione di possibili malfunzionamenti causati da campi elettromagnetici presenti o indotti dallo stesso segnale. Tale tecnologia consente inoltre di effettuare elaborazioni direttamente sul segnale digitale senza dover passare attraverso una trasformazione analogico-digitale prima di effettuare un'elaborazione.
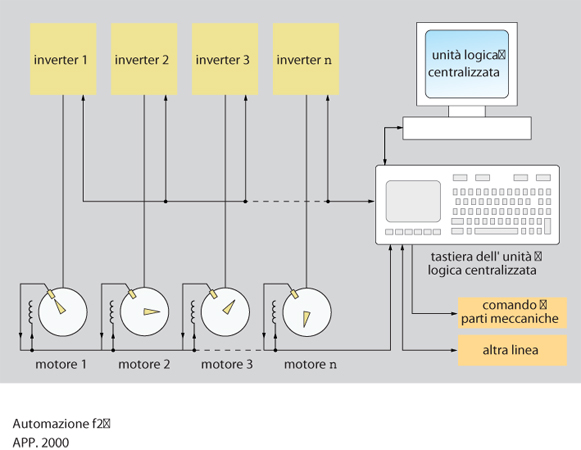
L'elaborazione digitale dei segnali è stata usata nel campo della regolazione già negli anni Sessanta, per la precisione e la riproducibilità con essa ottenibili. Per poter regolare, per es., l'avanzamento di una macchina utensile con una corsa di regolazione di 1 m alla precisione di 10 µm, è necessaria una misura dell'errore di posizione con una tolleranza inferiore a 10⁻⁵ e ciò, qualora il valore effettivo possa essere rilevato con sufficiente precisione, non presenta difficoltà a una comparazione digitale, mentre in un processo analogico la compensazione verrebbe falsata per effetto di fenomeni di deriva termica e di segnali di disturbo. Ulteriori elementi a favore dei processi di regolazione digitali sono la possibilità della memorizzazione di programmi per macchine utensili, l'elaborazione di valori effettivi per l'analisi dei processi e l'ottimizzazione degli stessi. Un impiego su vasta scala dei processi di regolazione digitali non era all'epoca praticabile, dato che i metodi digitali erano gravati dall'alto costo delle apparecchiature; il loro impiego rimase pertanto limitato a pochi casi, per es. a macchine utensili molto costose, antenne direzionali o comandi per macchine continue per la produzione di carta. Non appena si sono potuti produrre calcolatori di processo affidabili ed efficienti e cioè in grado di elaborare segnali in tempo reale, è stato possibile assolvere un numero maggiore di compiti di automatizzazione, con una struttura decentralizzata di a. pilotata da calcolatore (fig.). Soltanto con l'avvento delle attuali strutture di elaborazione compatte ed efficienti, per es. i DSP (Digital Signal Processor), è stato possibile risolvere in modo economico molti dei compiti di regolazione.
Per quanto riguarda il governo del sistema di automatizzazione con struttura decentralizzata illustrato in fig., si deve provvedere in modo che i dati critici possano essere elaborati immediatamente e senza la necessità di una coordinazione con altre parti dell'impianto. Un calcolatore centrale può continuare a essere in funzione per compiti di livello superiore, come per es. l'ottimizzazione della regolazione, ma deve trattarsi di un accoppiamento lento, non rigido, e non interessato a dati critici. Con una simile struttura del sistema sono risolvibili in modo convincente sia i problemi della limitata disponibilità, sia quelli della programmazione complessa. Pertanto l'alternativa 'analogico o digitale' ha perso importanza grazie alla microelettronica, dato che il costo fra le diverse soluzioni tecniche non si differenzia più in modo essenziale, e la scelta si riduce a una questione di opportunità; potrà accadere talvolta che una soluzione digitale, non necessaria per ragioni di precisione, possa essere scelta per il suo costo inferiore.
Il settore degli attuatori è stato portato avanti sviluppando competenze strategiche derivate sia dal classico settore elettromeccanico sia da quello dei nuovi materiali e delle nuove tecnologie. Nell'automatica e nell'informatica gli attuatori sono generalmente i dispositivi deputati al movimento, mentre nel settore delle macchine elettriche l'attuatore corrisponde al cosiddetto azionamento, il quale - peraltro in accordo con le normative sia italiane (CEI, Comitato Elettrotecnico Italiano) sia europee (CENELEC, Comité Européen de Normalisation Électrotechnique) e mondiali (IEC, International Electrotechnical Commission) - comprende il convertitore, il motore e altri componenti di regolazione e controllo, tranne la parte meccanica da movimentare. Nel campo dei controlli automatici, gli azionamenti elettrici vengono identificati con alcune categorie di servosistemi. La differenza fra i termini azionamento e servosistema dipende dalla diversa storia delle discipline: da un lato si tratta di una storia molto lunga con tradizioni consolidate, dall'altro di una disciplina relativamente giovane in cui si sono assestate in modo sfumato tradizioni di altre discipline. L'ambiguità del termine azionamento potrebbe dare luogo a qualche problema di classificazione se altri attuatori, diversi da quelli cui siamo abituati, dovessero affermarsi; tuttavia la scelta industriale di inglobare, in alcuni casi, il motore con i convertitori e i diversi sensori spinge a definire l'azionamento come un sistema somma di diversi componenti, anche se spesso i costruttori di motori si sono attrezzati per acquisire le ulteriori competenze nel campo dell'elettronica di potenza, della microelettronica e dell'informatica necessarie per costruire l'intero sistema.
Mentre nel periodo compreso tra la fine degli anni Settanta e l'inizio degli anni Novanta l'evoluzione nel settore degli azionamenti è dipesa, oltre che dallo sviluppo della tecnologia dei componenti elettronici di potenza, anche da un importante mutamento nelle prestazioni delle macchine operatrici, in futuro l'evoluzione di tale settore dipenderà ancora dal progresso dei componenti elettronici sia nella microelettronica sia nell'elettronica di potenza, ma anche e fortemente dallo sviluppo dei materiali. In proposito, è in forte espansione la ricerca sui nuovi materiali e sulle tecnologie per la realizzazione dei magneti permanenti.
Riguardo alle linee evolutive delle macchine operatrici meccaniche e, più in generale, delle macchine preposte all'a. degli impianti, conviene fare riferimento, almeno per un primo approccio di classificazione, alle utenze tipo definibili come assi e mandrini. Anche se la tipologia dei diversi sistemi per l'a. è più articolata, tale classificazione permette almeno una serie di considerazioni di base sulla quale effettuare le opportune variazioni.
Quanto alle tipologie dei motori, queste sono rappresentate, oltre che dai motori a passo il cui impiego è limitato poiché le prestazioni in termini di potenza, velocità e risoluzione non sono soddisfacenti, dai motori in corrente continua e da quelli in corrente alternata. I motori in corrente continua (utilizzati per primi in tale campo per la loro capacità di variazione in termini di coppie e di velocità) vengono sempre più sostituiti per problemi di costo e per il loro elevato momento di inerzia che limita le accelerazioni, dai motori in corrente alternata, anche se per i motori in corrente continua la parte elettronica e di controllo è più semplice e non richiede, per es., elaborazioni complesse di calcolo con tutte le difficoltà che ne derivano.
Tra i motori in corrente alternata, oltre ai tipi a induzione, sono sempre più utilizzati quelli trifase a struttura sincrona dotati di eccitazione, realizzata nella quasi totalità dei casi mediante magneti permanenti (di tipo Alnico, ceramici o più spesso a terre rare) posti sul rotore. Le differenze di costruzione sono spesso rilevanti: accanto ai motori tradizionali sono presenti motori con rotore senza ferro, a disco o a tazza, che presentano un basso momento di inerzia; motori cosiddetti di coppia che, fornendo coppie notevoli a bassa velocità, possono eliminare il riduttore ed essere, per es. nei robot, alloggiati direttamente nell'articolazione. La scelta tra l'uno e l'altro tipo può parzialmente essere condizionata da fattori legati ai componenti elettronici e alle strutture di conversione; ma grande preponderanza nella scelta hanno fattori quali le prestazioni dinamiche richieste, la velocità massima, la potenza o la coppia, la presenza e l'ampiezza di un campo di regolazione a potenza costante, la necessità di un posizionamento angolare, la presenza di condizioni ambientali particolari o l'esigenza di soddisfare specifiche tecniche concernenti, per es., lo spazio a disposizione dell'intero sistema.
Per quanto riguarda la soluzione per assi, il sistema che sempre più sostituisce il motore in corrente continua, nella realizzazione di azionamenti di posizione, è il motore sincrono con magneti permanenti sul rotore, per il quale sono state sviluppate diverse tecniche di controllo, correlate al tipo di forma d'onda di forza elettromotrice del motore, che vengono indicate rispettivamente come tecnica sinusoidale e tecnica trapezia. Nella prima il motore e l'inverter trifase a ponte lavorano con tutte e tre le fasi attive, mentre nella seconda sono attive due fasi per volta, e da questo punto di vista il sistema è analogo al tipico azionamento di un motore in corrente continua; tali motori sono pertanto comunemente detti brushless ("senza spazzole").
Quanto ai motori per mandrini a velocità inferiori a 10.000 giri/min, i due sistemi descritti per l'azionamento per assi si prestano ottimamente; sono tuttavia possibili alcune esemplificazioni in presenza di prestazioni dinamiche meno esasperate. L'azionamento con motore asincrono si presenta particolarmente adatto e consente di ottenere un ampio campo di regolazione a potenza costante; la regolazione è di tipo scalare e l'alimentazione viene realizzata con inverter a modulazione PWM (Pulse Width Modulation) o ad ampiezza di impulso (v. elettronica di potenza, in questa Appendice). Per i motori per mandrini con velocità maggiori di 10.000 giri/min, i limiti di velocità raggiungibili attraverso sistemi brushless risultano dell'ordine dei 30.000 giri/min; velocità maggiori, fino a 180.000 giri/min, sono raggiungibili con l'impiego dei motori a induzione. In quest'ultimo caso la tecnica di controllo (detta anche vettoriale) è del tipo a orientamento di campo; tale tecnica è stata messa a punto negli anni Ottanta in Germania e consente di controllare la macchina asincrona in modo il più possibile simile a quanto avviene in una macchina in corrente continua in cui vi è una distinzione fra il flusso di eccitazione e il flusso che contribuisce alla produzione della coppia del motore (v. motore, App.V).
Per il controllo del sistema di produzione, gli studi di ingegneria dei sistemi di controllo e la grande potenza di calcolo oggi a disposizione consentono non solo di raggiungere quelle prestazioni indispensabili in particolari applicazioni e non raggiungibili con le convenzionali tecniche di controllo, ma anche di ottimizzare il comportamento del sistema secondo opportune funzioni obiettivo.
Già da tempo si parla di controllo di tipo 'adattativo', mentre è di recente introduzione il controllo attraverso procedure basate sulla fuzzy logic. Queste tecniche, in linea di principio, prevedono che il sistema di regolazione sia in grado di adattare autonomamente il proprio comportamento alle mutabili condizioni operative, mantenendo invariate le proprie prestazioni.
Nell'ambito della tecnologia dei controlli, due sono i principali filoni di evoluzione: il primo è quello che, muovendosi dai controllori tradizionali, li aggiorna introducendo, per es., algoritmi di tipo adattativo; il secondo progetta invece il controllore da zero adottando nuove tecnologie. Riguardo al primo filone, tra le tecniche di tipo adattativo utilizzate per migliorare le prestazioni dei controllori PID (Proportional Integral Derivative), si individuano la programmazione dei guadagni (gain scheduling), il controllo con un modello di riferimento (MRAS, Model Reference Adaptive System), i controllori PID adattativi (come, per es., gli STC, Self-Tuning Controller). Le tecniche adattative rappresentano una soluzione, per es., nelle applicazioni di robotica, ove sono richieste elevate prestazioni dinamiche unite all'annullamento, o almeno alla minimizzazione, degli effetti delle variazioni dei parametri elettrici e meccanici (quali la resistenza elettrica con la temperatura o il momento d'inerzia con l'angolo), e dell'effetto causato dai disturbi, fra i quali, per es., la variazione del carico meccanico. Nel secondo filone, invece, si inseriscono i sistemi auto-oscillanti SOAS (Self Oscillating Adaptive Systems) e i sistemi che implementano controllori in logica fuzzy (fuzzy controller).
L'idea chiave dei sistemi auto-oscillanti è quella di impiegare un dispositivo on-off (relè) per avere nella catena di controreazione attorno al 'processo' un guadagno il più elevato possibile.
La presenza della non-linearità di tipo relè comporta la presenza intrinseca di un'oscillazione persistente definita ciclo limite. Il ciclo limite è per tali sistemi la normale condizione di funzionamento. L'elevato guadagno d'anello rende possibile che la dinamica del processo insegua la dinamica del processo 'modello di riferimento', indipendentemente da eventuali variazioni parametriche nel sistema. Il guadagno è stabilito dal compromesso fra 'prontezza' del sistema di controllo e ampiezza dell'oscillazione di ciclo-limite.
Il principio funzionale dei sistemi SOAS ha trovato sviluppo nella tecnica di controllo nota come sliding mode ("scivolamento"), e applicazione essenzialmente nei sistemi a struttura variabile (VSS, Variable Structure Systems) per l'azionamento di motori elettrici. I controllori in logica fuzzy, invece, non sono altro che un'applicazione di un risultato della logica formale. Questa metodologia di programmazione di tecnologie di controllo offre potenzialità per quanto concerne il miglioramento delle prestazioni e dell'efficienza operativa in una vastissima gamma di settori applicativi. Nonostante il nome apparentemente contraddittorio (fuzzy, "sfumato"), la logica fuzzy è un metodo estremamente accurato e preciso che permette di realizzare applicazioni anche complesse di controllo e di supporto alle decisioni. Il presupposto teorico trova le sue basi nel concetto di fuzzy set, proposto a partire dal 1965 da L. Zadeh. La metodologia fuzzy cerca di ricalcare il modo di pensare e l'esperienza acquisita dagli esseri umani: il controllore fuzzy è quindi una sorta di 'sistema esperto'.
Si ricorda infine che con metodi di identificazione 'in linea' o 'fuori linea', messi oggi a disposizione dalla scienza dei controlli (Extended Kalman Filter, algoritmi Recursive Least Square, Refined Ziegler Nichols, ecc.), è possibile individuare, a partire da un certo insieme di grandezze elettriche e nelle varie condizioni di funzionamento della macchina, il valore di parametri associabili a un modello matematico (per es., la costante di tempo a vuoto e la costante transitoria, oppure la matrice dinamica rappresentativa dell'azionamento). Si capisce come, introducendo tali metodiche innovative, la linea di demarcazione tra strategie di controllo e tecnologie di controllo diventi sempre più sottile, dal momento che i due campi vanno a intersecarsi. Passando dal controllo vettoriale puro, implementato con controllori PID, a un controllo vettoriale implementato utilizzando i controllori dell'ultima generazione (per es., il fuzzy controller), diventa sempre più importante conoscere il comportamento desiderato del sistema e meno conoscerne il modello matematico. Perde sempre più consistenza la figura del controllista profondo conoscitore della teoria delle macchine elettriche, e si afferma quella del controllista sistemista, esperto sì di macchine elettriche, ma anche e soprattutto di sistemi di misura e di elettronica, sia di segnale sia di potenza.
bibliografia
W. Leonhard, Regelung in der elektrischen Antriebstechnik, Stuttgart 1974.
B.K. Bose, Power electronics and AC drives, Englewood Cliffs (N.J.) 1986.
Consiglio nazionale delle ricerche, Progetto finalizzato robotica, Atti del 2° convegno: Roma 27-28 maggio 1991, a cura di U. Cugini, Milano 1991.ù
W. Dawald, Vector control and dynamics of AC, Oxford-New York 1996.
Power electronics and variable frequency drives. Technology and applications, ed. B.K. Bose, Piscataway (N.J.) 1997.
R. Bateson, Introduction to control system technology, New York 1988.