
imbutitura
Lavorazione per deformazione plastica a freddo in cui, a mezzo di opportune macchine (presse, torni), si conferiscono a lamiere metalliche forme concave più o meno complesse, mantenendo pressoché inalterato lo spessore.
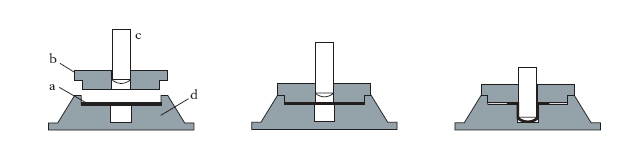
L’i. alla pressa (fig. 1) si esegue trattenendo la lamiera a ai bordi mediante un premilamiera b ed esercitando su di essa una pressione mediante il punzone c sino a far adagiare la lamiera completamente contro il fondo della matrice d; il premilamiera ha lo scopo di impedire che la lamiera venga trascinata dentro la matrice, senza che abbia il tempo di assumerne la forma e, nel contempo, di evitare la formazione di pieghe ai bordi; l’insieme della matrice, del punzone e del premilamiera si chiama stampo. Lo stampaggio avviene mediante presse meccaniche, quando si richiede alta velocità di produzione e piccole e medie profondità di i., oppure mediante presse oleodinamiche, quando le profondità di i. sono rilevanti.
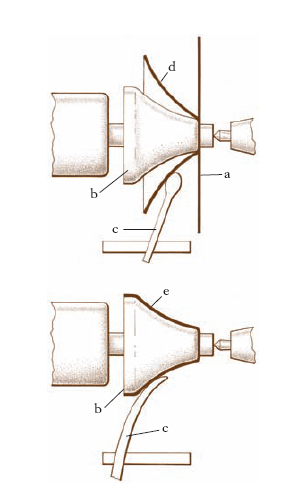
L’i. al tornio (fig. 2), detta anche tornitura in lastra, o repussaggio, viene utilizzata per la formatura di pezzi assialsimmetrici in piccola serie; le macchine utilizzate hanno la sagoma del tornio, ma sono divenute veri e propri centri di tornitura in lastra, comandati automaticamente da un elaboratore installato sulla macchina e dotati anche di un sistema automatico di cambio utensili. Il procedimento si svolge come segue: una lamiera metallica tagliata a disco, a, viene fissata tra la contropunta e la sagoma b; gli utensili c, diversi a seconda dell’operazione, spostandosi assialmente e radialmente premono la lamiera del disco contro la sagoma. Il disco, passando attraverso successive fasi (per es. d) assume, una volta appoggiato interamente alla sagoma, la forma definitiva del pezzo finito e. Imbutibilità Attitudine di un materiale metallico, fornito in forma di lamierino, a essere lavorato per imbutitura.