
carta
Chimica e industria
Prodotto industriale fabbricato con sostanze fibrose diverse, ridotte in pasta umida e quindi in fogli sottili e flessibili per vari usi, specialmente per scrivervi, stamparvi o involgere.
Cenni storici
La c. era già fabbricata in Cina, a quanto si sa, nel 2° sec. a.C. La conoscenza dei processi di fabbricazione passò in Corea nel 7° sec. d.C. e di qui in Giappone, estendendosi nel secolo seguente in tutto l’Oriente e poi, a opera degli Arabi, nell’Africa settentrionale, in Spagna e in Sicilia, da cui proviene il primo documento europeo su c. del 1109 (lettera della contessa Adelaide); verso il 1150 era attiva una cartiera nella città spagnola di Xàtiva. In Italia si ha notizia di una cartiera che funzionava presso Bologna, sul Reno, prima del 1200, per opera del maestro Polese da Fabriano, città che divenne (dalla seconda metà del 13° sec.) e restò a lungo il centro della produzione cartaria italiana. Impulso grandissimo ebbe l’industria cartaria con l’invenzione della stampa, che ne accrebbe enormemente il consumo. La fabbricazione meccanica della c. fu introdotta da L.N. Robert, inventore della macchina continua in piano, e quasi contemporaneamente da M. Leistenschneider, inventore di quella ‘in tondo’, sul finire del 18° secolo.
Fabbricazione e allestimento
Materie prime
Le materie prime usate per preparare la c. vengono distinte in fibrose e non fibrose: le prime formano il feltro di fibre intrecciate, le seconde conferiscono a queste particolari proprietà (colore, peso, superficie liscia ecc.). Le materie fibrose sono costituite dalle cosiddette paste di legno (➔ cellulosa) che possono essere: chimiche (cellulosa praticamente pura), meccaniche (legno sfibrato) e semichimiche (con caratteristiche intermedie fra le due precedenti).
Le materie prime fibrose diverse dalle paste di legno ora ricordate, sono costituite da: a) stracci di cotone, lino, canapa, iuta ecc.; prima dell’impiego questi stracci subiscono una cernita, poi vengono ritagliati in piccoli pezzetti, quindi ‘cotti’ in autoclave in presenza di soluzioni diluite di alcali (calce, soda ecc.) che agiscono da sgrassanti e da decoloranti; il prodotto della cottura appena scaricato dalle autoclavi viene sfilacciato (in olandesi ecc.) in modo da dare una sospensione di fibre che può essere ulteriormente imbianchita; b) c. di ricupero (c. riciclata), costituita da ritagli, da c. da macero ecc.; anche in questo caso si procede a un trattamento con alcali in autoclave, per asportare la sporcizia, la colla, l’inchiostro ecc., e il prodotto viene poi sfibrato in olandesi ed eventualmente ulteriormente decolorato. Inoltre, come materiale fibroso per c., si possono impiegare fibre artificiali sintetiche, sia aggiungendole in quantità del 10-20% ai normali impasti fibrosi di prodotti cellulosici sia preparando impasti formati da sole fibre sintetiche o artificiali. Tali fibre devono essere ‘fibrillabili’, in grado cioè di formare un foglio cartario per effetto dell’autocoesione; in caso contrario richiedono l’aggiunta di sostanze leganti. Queste diverse materie prime, o mezze paste, dopo un eventuale ulteriore trattamento di decolorazione vengono fra loro miscelate in rapporti diversi a seconda dei tipi di c. da produrre e delle loro caratteristiche; il prodotto risultante viene poi sottoposto a raffinazione, cioè spappolato e sfibrato con procedimenti che conferiscono alle fibre una maggiore flessibilità e consentono di ottenere da esse c. più compatte, meno porose e meccanicamente più resistenti. Alla sospensione di fibre così preparate vengono addizionati i componenti non fibrosi costituiti da materiali di carica, o cariche (caolino, talco, carbonato di calcio, solfato di calcio o di bario ecc.), che danno al prodotto maggiore bianchezza, ne migliorano l’attitudine a ricevere la stampa ecc., da materiali collanti (colofonia più o meno saponificata, gelatina, caseina ecc.), che conferiscono una resistenza alla penetrazione dell’inchiostro, da coloranti per impartire le colorazioni volute, da sbiancanti ottici, da additivi per incrementare la resistenza a umido della carta. Le cariche, i collanti, i coloranti possono anche essere applicati sulla superficie del foglio di c. già formato.
Processo di fabbricazione
La fabbricazione della c. segue un processo continuo realizzato per mezzo di macchine (chiamate appunto macchine continue) distinte in macchine continue in piano e in tondo. Nelle macchine continue in piano, la sospensione della materia prima viene versata in strato sottile, di spessore uniforme, su una tela metallica senza fine che la libera dall’acqua per sgocciolamento e per aspirazione e la cede, ridotta a un nastro umido continuo, a un feltro che la porta a passare fra diverse coppie di cilindri pressatori ed essiccatori i quali eliminano l’acqua dal foglio, i primi per spremitura e gli altri mediante il calore della superficie; alla fine il foglio viene avvolto in grandi bobine. La larghezza e la velocità delle macchine continue sono andate sempre aumentando: le prime avevano la larghezza di circa 1 m e facevano pochi metri di nastro al minuto. Le macchine moderne possono arrivare a 10 m di larghezza e a velocità di produzione di circa 1500 m/min, con una produzione giornaliera che può essere dell’ordine di centinaia di tonnellate. La macchina in tondo differisce da quella piana nella formazione iniziale del foglio: infatti la pasta è prelevata da un cilindro ricoperto di tela metallica il quale gira per metà immerso nel tino, da cui solleva uno strato di pasta, aderente alla sua superficie, che poi viene distaccato e trasferito su feltri compiendo un percorso analogo a quello che fa nell’altra macchina. Il sistema, già adoperato per la produzione di tipi molto fini di c. e con buoni effetti di filigrana, è oggi soprattutto utilizzato per la fabbricazione dei cartoni. Per alcuni usi la c. è adoperata come esce dalla macchina continua (per es., per molte c. da imballaggio), ma in genere la c. deve subire uno o più trattamenti supplementari (allestimento): lucidatura, satinatura, telatura, goffratura, rigatura, tagliatura in formati stabiliti.
Allestimento
L’allestimento della c. si può fare in rotolo o in foglio, con o senza calandratura. Le operazioni fondamentali dell’allestimento della c. in rotoli consistono in un controllo del nastro di c. prodotto dalla macchina continua, nel rifilarne i bordi e nel taglio in strisce di larghezza prestabilita mediante coltelli circolari. Se la c. deve essere calandrata, per renderne la superficie perfettamente liscia allo scopo di facilitare sia la scrittura sia la stampa, viene prima inumidita, e poi inviata alla calandra, formata da più cilindri ad asse orizzontale, sovrapposti, alternati, metallici o rivestiti in cartalana, passando fra i quali il nastro di c. acquista il grado voluto di lucido per il contatto con la loro superficie (possono anche essere riscaldati mediante circolazione di vapore). Anziché in rotoli, la c., calandrata o patinata, può essere confezionata in fogli; il nastro viene ritagliato a misura e i fogli, controllati e contati, raccolti in risme.
Impatto ambientale
A partire dagli anni 1990 molti interventi sono stati approntati per sostenere l’industria della c. in termini di impatto ambientale e di gestione delle risorse materiali ed energetiche. Essi sono stati principalmente finalizzati a minimizzare il consumo dell’acqua attraverso l’ottimizzazione dei cicli produttivi (per es., in Italia il settore cartario tra il 1970 e il 2000 ha ridotto il consumo idrico del 15% malgrado il consistente aumento della produzione di c.); diminuire la capacità inquinante nei processi di produzione delle paste di c., migliorando l’efficienza di utilizzo delle materie prime e degli ausiliari; ridurre i rifiuti prodotti durante tutte le fasi del ciclo di vita della c. e del cartone, con aumento del tasso di riciclo; risparmiare energia.
Classificazione e formati
La classificazione delle c. può essere fatta in base al colore, alla collatura, allo spessore, alla resistenza alla trazione e allo strappo, alla massa per unità di superficie (grammatura: fino a 30 g/m2 si hanno le veline, da 30 a 150 le carte propriamente dette, da 150 a 400 i cartoncini e oltre i 400 g/m2 i cartoni), al formato (se in fogli: misura dei lati; se in bobina: larghezza della bobina), alla vergatura, alla filigrana. In relazione alle materie prime usate le c. si classificano in: fini, se fabbricate con materiali fibrosi scelti, come cenci e cellulosa; mezzofini, se fabbricate con paste miste; andanti, se materia di base è la pasta di legno. Per l’uso cui sono destinate si distinguono: c. da impressione, da scrivere, da disegno, da stampa, tutte in numerosissime varietà; c. assorbenti; c. da involgere, per imballo, per copertine, per involucri di sostanze alimentari ecc.; c. speciali, c. per valori, c. patinate, metallizzate, oleate, pergamenate.
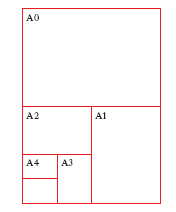
Nella gran parte dei paesi i fogli di c. hanno dimensioni unificate; in Italia i formati unificati più comuni sono quelli della cosiddetta ‘serie A’ (fig. 1). La dimensione minore di un formato è pari alla maggiore del successivo, mentre la dimensione maggiore di un formato è circa il doppio della minore del successivo; pertanto l’area di ciascun formato è il doppio di quella del formato successivo (in millimetri: A0 = 840×1188; A1 = 594×840; A2 = 420×594; A3 = 297×420; A4 = 210×297; A5 = 148×210; A6 = 105×148). Esistono anche altre due serie di formati (B e C), di solito impiegati per buste o cartelle.
Tipi particolari di carta
Alcuni tipi di c. hanno caratteristiche particolari: c. abrasiva, usata per lisciare e lucidare; c. argentata e c. dorata, ottenute da fogli di c. comune cui si fa aderire un foglio sottilissimo d’argento (o di stagno o d’alluminio) o di similoro; c. assorbente, di grande porosità per assorbire per capillarità i liquidi; c. cerata, c. oleata, c. paraffinata, impermeabili ai grassi, usate per alimenti o imballaggi; c. crespata, dotata di particolari caratteristiche di allungamento; c. cromata, usata per stampe artistiche; c. da disegno, di grande formato, pesante, spessa, opaca, tenace con superficie scabra; c. filigranata, per assegni, cartamoneta, titoli ecc., recante la filigrana; c. da filtro, che permette il rapido passaggio di un liquido trattenendo le sostanze solide in esso sospese; c. fotografica, impressionata dalla luce, diviene copia positiva della fotografia; c. giapponese, gialliccia, robusta, leggermente porosa, prodotta a mano; c. goffrata, per stampe di disegni; c. graduata, sulla cui superficie è stampato un reticolato per tracciare diagrammi, disegni tecnici ecc. (anche c. logaritmica, c. millimetrata); c. impermeabile, per imballaggi e usi industriali; c. India (o c. indiana o c. Oxford), molto sottile e leggera, non lascia trasparire l’inchiostro; c. isolante, usata nei cavi e nelle apparecchiature elettriche o nei condensatori; c. Kraft, molto robusta, per confezione di sacchi multifogli contenenti cemento, fertilizzanti, zucchero; c. lucida (o da lucido), semitrasparente, per l’esecuzione di disegni tecnici; c. a mano, fabbricata a mano, con bordi non netti, ruvidi, spesso con filigrana, usata per stampa e scrittura; c. metallizzata, per imballaggi (biscotti, sigarette), ornamenti; c. monolucida, con una faccia lucida e l’altra ruvida; c. paglia, gialla, per avvolgere; c. patinata, per stampa, con superficie patinata su entrambe le facce; c. satinata, con superficie particolarmente levigata e adatta alla riproduzione di illustrazioni; c. pergamena (o pergamena artificiale), sostituisce in molti usi la pergamena animale; c. plasticata, per manifesti e sovraccoperte di libri; c. porcellana, per biglietti da visita; c. reattiva, per il riconoscimento qualitativo del carattere acido, basico o neutro di una soluzione o per svelare la presenza di un composto in ambiente liquido o gassoso (cartine al tornasole, si colorano di azzurro se poste in contatto con una soluzione alcalina, mentre diventano rosse se poste in contatto con una soluzione acida); c. di riso, sottile, bianca e sericea, per confezionare fiori artificiali, dipingervi o stamparvi litografie ecc., prodotta in Cina dal midollo della Tetrapanax papyrifer; c. sensibile, alterabile all’azione della luce e perciò adoperata in fotografia e nelle arti grafiche (anche c. autovirante, a stampa diretta; c. alla celloidina, per riprodurre negative o disegni; c. cianografica o cianotipica, per riprodurre disegni per mezzo della luce; c. eliografica, per riprodurre disegni in nero su bianco, così chiamata perché in origine veniva impressionata alla luce del sole; c. al pigmento o al carbone, usata nella stampa rotocalco e attualmente sostituita dagli elioclisciografi); c. di sicurezza, per le carte-valori, contenente filigrana, fili, fibre o coriandoli colorati, fibre fluorescenti e fondi luminescenti per evitare falsificazioni; c. smeriglio, abrasiva; c. da stampa, di diverse varietà, corrispondenti ai vari tipi di stampa (c. da giornali o da rotative, c. da riviste); c. telata, per stampa, imballaggi ecc.; c. velina (o c. seta), sottilissima, usata per involgere articoli fini e per proteggere disegni e incisioni; c. vetrata, abrasiva, usata particolarmente per il legno.
Economia
C. annonaria
Documento per il prelievo di generi alimentari razionati, emesso dallo Stato in periodi di alterazione del normale rapporto tra disponibilità e fabbisogno (guerre, carestie, epidemie, cataclismi naturali ecc.), nell’intento, spesso solo teorico, di assicurare a ciascun consumatore la razione minima degli alimenti indispensabili (➔ razionamento).
Per le c. bancarie ➔ Carte bancarie e carte di credito.
Per la c. di debito ➔ bancomat.
C. commerciale
Espressione usata attualmente come traduzione italiana di commercial paper (➔). In origine, denominazione delle cambiali commerciali, ossia l’insieme delle cambiali derivanti dal regolamento di rapporti commerciali (compravendite di merci, noli, servizi), aventi alla base un credito effettivo.
C. valori
Termine generico con cui si designano i biglietti di banca e di Stato (➔ biglietto), i titoli del debito pubblico (➔ Buoni e certificati di credito del Tesoro), le marche da bollo, la carta bollata, i fissati bollati, le cambiali, i francobolli, le cartoline postali e altri titoli analoghi, il cui valore economico è fissato normativamente. Le c. valori devono avere particolari requisiti di resistenza e di durata e caratteristiche tali da renderne difficile la contraffazione.