
latte
Prodotto di secrezione delle ghiandole mammarie; si presenta come un liquido bianco opaco, di composizione chimica complessa; è destinato ad alimentare la prole dei Mammiferi, per la quale rappresenta un alimento completo e indispensabile del primo periodo della vita.
Oltre al l. materno nel periodo dell’allattamento, l’uomo usa come alimento di grande pregio, anche nel resto della vita, il l. di animali, che è anche oggetto di una grande industria. A norma di legge per l. alimentare deve intendersi (art. 15 r.d. 994/9 maggio 1929) «il prodotto ottenuto dalla mungitura regolare, ininterrotta e completa della mammella di animali in buono stato di salute e di nutrizione». Con il termine l. si intende quello prodotto dalla vacca (l. vaccino), mentre quello proveniente da altri animali porta la denominazione della specie animale che lo produce.
Fisiologia della lattazione
Il processo di sintesi dei principali costituenti, come il lattosio e la α-lattoalbumina, e la secrezione del l., la lattogenesi, sono meccanismi ormono-mediati. Gli estrogeni e il progesterone determinano rispettivamente lo sviluppo dei dotti e degli acini. Durante la gravidanza il notevole sviluppo delle mammelle è determinato dall’elevato livello di estrogeni e progesterone, e probabilmente anche da fattori placentari simili alla prolattina e al somatotropo. L’increzione di prolattina, stimolata dalla suzione durante il puerperio, determina il passaggio del l. dall’alveolo al dotto, mentre la ripetuta deplezione della ghiandola mammaria funge da stimolo per la sintesi e la secrezione da parte delle cellule (infatti se il l. non viene regolarmente prelevato, il processo di secrezione si arresta). Per penetrare nella cellula, i metaboliti che concorrono alla sintesi dei costituenti del l. devono attraversare l’endotelio e spostarsi negli spazi intercellulari sino all’epitelio alveolare. Per il trasporto degli ioni dal sangue esiste un meccanismo selettivo, dimostrato dal fatto che il l. presenta un minore contenuto di ioni potassio rispetto al siero ematico. Analogamente è possibile ipotizzare un sistema specifico di trasporto per il trasferimento nel l. di molecole quali gli amminoacidi, il glucosio, l’acetato o le grandi molecole proteiche quali le sieroalbumine, le immunoglobuline ecc. La maggior parte delle proteine del l. è tuttavia prodotta dalle cellule lattifere con il consueto meccanismo di trascrizione genetica dall’acido ribonucleico ai ribosomi della cellula.
Il l. come alimento
Composizione
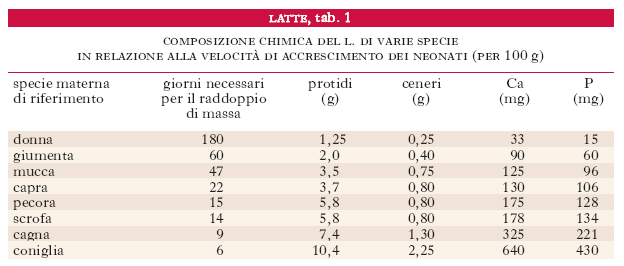
- Il l. è la prima ed esclusiva fonte di nutrimento per i piccoli Mammiferi, in quanto in grado di fornire tutte le sostanze necessarie nella fase d’intenso accrescimento che segue la nascita. La composizione in maggiore o minore quantità di elementi nutritizi (soprattutto proteine e calcio) è correlata alle esigenze fisiologiche, particolarmente alla velocità di accrescimento, propria di ogni specie (tab. 1). La secrezione del l. da parte delle ghiandole mammarie della madre continua fin quando i piccoli non sono in grado di sopperire autonomamente ai propri bisogni alimentari. Durata e qualità della secrezione lattea nelle varie specie di Mammiferi dipendono, quindi, dal relativo grado di maturità (ossia acquisizione della capacità di procurarsi nutrimento dall’ambiente, di digerirlo, assorbirlo e assimilarlo) e dalla loro velocità di accrescimento. Dopo lo svezzamento, pur essendo necessario un più ampio e variato apporto di cibi, il l. continua a costituire una delle più importanti fonti di proteine e di calcio, sostanze necessarie in tutte le età.
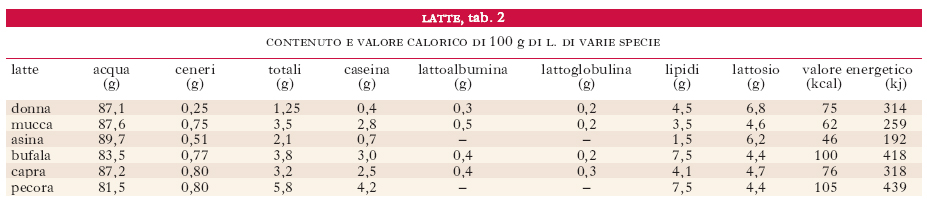
L’uomo consuma il l. di diversi animali, addomesticati e allevati (per la composizione chimica del l. di specie animali diverse, tab. 2) e, con la selezione, si ottengono animali la cui produzione di l. è sorprendente. Tra gli animali, la capra produce più l. di ogni altro, proporzionalmente alla massa corporea. Il l. alimentare per definizione ed eccellenza è rappresentato dal l. vaccino; la sua densità a 15 °C oscilla tra 1,029 e 1,033, il punto di congelamento è 0,546 °C, il valore del pH è 6,60. I principali costituenti chimici del l. sono rappresentati da acqua, proteine (caseina, lattoalbumina, lattoglobulina), glucidi, lipidi, sali minerali, vitamine. Il l. contiene inoltre un gran numero di costituenti minori, che possono variare da 0,1 parti per cento, a poche parti per miliardo (acidi grassi, amminoacidi, zuccheri e zuccheri-fosfati, proteasi, peptoni, basi azotate, gas e altre sostanze volatili). Molte di queste sostanze, come le vitamine e i minerali, contenuti in tracce, svolgono un ruolo fondamentale nella nutrizione.
Lipidi
- I lipidi del l. si presentano in stato di fine emulsione, cioè sotto forma di globuli (ogni cm3 di latte ne contiene da 2 a 6 milioni). Quando il l. è lasciato a riposo, i grassi affiorano in superficie formando la crema; per questa ragione i grassi del l. vengono talvolta definiti come ‘parte burrosa’. I processi di omogeneizzazione, riducendo la grandezza dei globuli, stabilizzano la sospensione, cosicché non è più possibile la formazione della panna di affioramento. Lo sbattimento, per contro, provoca l’aggregarsi dei globuli in grumi, che possono essere raccolti e lavorati per ottenere il burro, costituito per l’80% di grasso e per il resto principalmente di acqua. Se il burro viene fuso, chiarificato ed essiccato, si ha un prodotto noto come olio di burro, costituito quasi per il 100% da grasso, che viene utilizzato nell’industria dolciaria.
I lipidi del l. sono principalmente trigliceridi. Gli acidi grassi esterificati con glicerina presenti nel l. sono numerosissimi (almeno 150); solo 10 di questi sono tuttavia presenti in misura superiore all’1% rispetto alla quantità totale degli acidi grassi presenti. Tra questi sono da ricordare gli acidi oleico, palmitico e stearico, che si trovano comunemente anche nei gliceridi di molti altri composti naturali. Peculiari del l. sono però gli acidi grassi a catena corta, quali l’acido butirrico e l’acido caproico; questi acidi grassi a catena corta sono contenuti anche nel l. di altri ruminanti, quali la pecora e la capra. Oltre ai trigliceridi, nel l. sono presenti fosfolipidi, piccole quantità di galattolipidi e colesterolo. Fosfolipidi e colesterolo non si trovano nel globulo di grasso ma nella membrana di rivestimento.
Proteine
- Il l. vaccino contiene, in 100 g, 3,2-3,5 g di proteine di alto valore nutritivo. Circa l’80% è costituito da caseina. Nel l. le molecole di caseina sono riunite in micelle di forma grossolanamente sferica. La caseina si presenta in 5 tipi (α, β, γ e k e para-k), differenti fra loro per peso molecolare e mobilità elettroforetica. Per la produzione del formaggio si aggiungono al l. la rennina o il caglio, enzimi capaci di provocare la precipitazione delle proteine. Una volta rimosso il siero di l., ovvero la porzione acquosa, la quota restante è pronta per la produzione del formaggio.
Nel siero di l. ottenuto precipitando la caseina, è presente il restante 20% delle proteine.
Glicidi
- Il sapore leggermente dolce del l. è dovuto al disaccaride lattosio (pressoché l’unico zucchero contenuto nel latte), il cui potere dolcificante è circa un quinto di quello dello zucchero. Come la caseina, il lattosio è un componente peculiare del l. ed è composto da una molecola di galattosio e da una molecola di glucosio. Il controllo della sua sintesi durante la gravidanza è regolato da alcuni ormoni (➔ lattosio, lattoalbumina). Il galattosio si forma nella ghiandola mammaria a partire dal glucosio del sangue; è costituente dei galattolipidi, contenuti in tutte le cellule dell’organismo, in particolare nel tessuto nervoso.
Minerali e vitamine
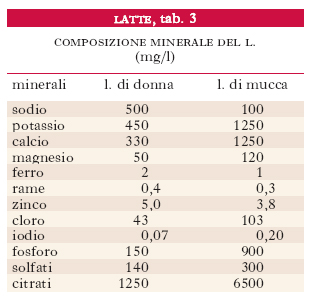
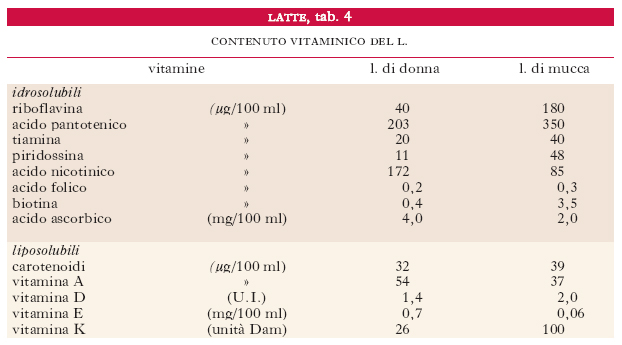
- Tra i sali minerali, quello di maggiore interesse è il calcio, che si può trovare, legato alle caseine o sotto forma inorganica. Il contenuto di sali minerali è molto maggiore nel l. vaccino che nel l. umano (v. tab. 3). Il ferro e il rame sia nel l. vaccino sia in quello umano sono presenti in quantità insufficienti rispetto al fabbisogno del lattante. Il l. contiene vitamine idrosolubili e liposolubili le cui concentrazioni variano con quelle del sangue materno che a loro volta dipendono dalla natura e dalla qualità degli alimenti. Fra le vitamine idrosolubili più abbondanti sono comprese la riboflavina (detta anche lattoflavina poiché trovata per la prima volta nel l.), l’acido pantotenico, le vitamine B1 e B6. Il contenuto di vitamina C e delle vitamine liposolubili (A e D) non è soddisfacente ai fini di una corretta alimentazione del lattante. Nella tab. 4 vengono riportati valori medi indicativi delle concentrazioni vitaminiche nel l. di donna e nel l. vaccino.
Industria del latte
Trattamenti del latte
- I trattamenti del l. rispondono a due principali esigenze: risanamento del prodotto e aumento della durata di conservazione. Per quanto riguarda il primo aspetto, d’ordine prettamente igienico-sanitario, scopo del trattamento è l’eliminazione o l’inattivazione degli eventuali agenti di malattie trasmissibili all’uomo con il l. (virus, rickettsie, batteri ecc.) che possono contaminare questo alimento, rendendolo un pericoloso veicolo d’infezione. Non è quindi sufficiente che il l. sia prodotto e raccolto seguendo opportune regole igieniche. Considerate le molteplici possibilità di contaminazione, è necessario che esso sia sottoposto a procedimenti atti a distruggere i possibili agenti patogeni. A tal fine è particolarmente idoneo l’uso del calore, che assicura, adottando opportuni valori della temperatura e della durata del trattamento, la distruzione dei principali germi presenti nel latte.
Per quanto riguarda il secondo aspetto, cioè l’aumento della durata di conservazione, è noto che l’alterazione del l. è provocata da accidentali contaminazioni da parte di microrganismi saprofiti non patogeni (Lattobacillacee, come, per es., Streptococcus lactis, che provoca l’acidificazione spontanea del l., Enterobatteriacee come Escherichia coli, che rappresenta un indice di contaminazione fecale ecc.). Occorre perciò anche in questo caso agire sulla flora responsabile sottoponendo il prodotto a trattamenti diretti a impedire la moltiplicazione dei microrganismi e, al limite, a distruggerli. Per ottenere, comunque, un buon l. per uso alimentare sia a breve termine (in questo caso il trattamento sarà essenzialmente diretto al risanamento), sia a medio o lungo termine (in questa seconda eventualità la procedura mirerà alla distruzione di tutta la flora microbica) è indispensabile la scrupolosa osservanza delle misure previste dalla normativa vigente. Il l. deve essere munto preferibilmente con macchina mungitrice meccanica, e raccolto in recipienti puliti; queste operazioni devono avvenire nelle migliori condizioni igieniche, e cioè in locali ben puliti, arieggiati, ma privi di correnti d’aria al fine di evitare il sollevamento di polvere o di altro materiale. Al momento stesso della raccolta il l. dovrebbe essere inoltre raffreddato e avviato, possibilmente in mezzi di trasporto refrigerati, alle centrali di trattamento. Seguendo queste indicazioni si riducono al minimo le cause di contaminazione del l. e la moltiplicazione dei microrganismi. Infatti, la temperatura di mantenimento in funzione del tempo influisce decisamente sulla carica microbica del latte.
Pastorizzazione
- È essenzialmente una tecnica di risanamento del l. che può essere definita come riscaldamento a una temperatura inferiore al punto di ebollizione in un intervallo di tempo sufficiente a distruggere: a) tutti i microrganismi patogeni presenti nel l. al fine di garantirne la sicurezza per il consumo umano; b) una parte dei microrganismi saprofitici responsabili delle alterazioni del l. al fine di consentirne la conservazione per un periodo sufficiente alle necessità di trasporto e di commercializzazione. Se durante il trasporto e la distribuzione e, comunque, fino al momento del consumo, il l. viene mantenuto al freddo, la durata di conservazione è di 5 giorni compresa la data di confezionamento. Dopo l’espletamento dei controlli igienici e chimici all’atto dell’accettazione e dopo la filtrazione del liquido, la pastorizzazione è oggi generalmente praticata ad alte temperature per breve tempo (processo HTST, high temperature short time), applicando cioè le temperature più alte possibili (fino a 78°C) per l’intervallo di tempo efficace allo scopo (al massimo, 15-30 s). La pastorizzazione ad alte temperature viene effettuata su strato sottile secondo la tecnica proposta da L. Stassano; il processo avviene in scambiatori di calore a piastre (➔ scambiatore) in cui scorrono, in strati molto sottili, l. e acqua riscaldata alla temperatura prefissata. L’intensità dello scambio di calore determina una rapida inattivazione (shock termico) dei microrganismi. Naturalmente la durata del trattamento è in funzione della carica microbica di partenza e quindi dei criteri di accettazione del l. da parte della centrale. Meno usate sono oggi le tecniche di pastorizzazione che adottano temperature più basse. Per controllare gli effetti della pastorizzazione si ricorre in genere alla prova della fosfatasi. La curva dell’inattivazione di questo enzima segue infatti la curva di distruzione del microbatterio della tubercolosi eventualmente presente nel latte. La prova della fosfatasi pertanto garantisce il conseguimento del principale fine igienico che il metodo si prefigge di raggiungere.
Sterilizzazione
- La sterilizzazione, a differenza della pastorizzazione, comporta la distruzione non soltanto dei microrganismi patogeni, ma di tutti i microrganismi responsabili dell’alterazione del latte. Viene ottenuta in continuo sulla base dello stesso principio (riscaldamento indiretto) usato per la pastorizzazione del l. elevando a 150 °C la temperatura di trattamento, oppure mediante iniezione diretta di vapore con il processo UHT (ultra high temperature), detto anche uperizzazione. Il trattamento può avvenire per iniezione diretta di vapore nel l. o tramite scambio termico indiretto (fra il l. e il fluido di riscaldamento viene interposta una parete metallica). Nel trattamento diretto il l. viene sottoposto a: preriscaldamento, iniezione di vapore a temperatura compresa fra 142 e 147 °C per tempi variabili fra 15 e 3 s, omogeneizzazione, raffreddamento (per scambio in controcorrente con l. freddo in entrata ed eventualmente con acqua); l’acqua immessa come vapore viene eliminata con espansione sotto vuoto. Le caratteristiche del processo assicurano la sterilizzazione del l. senza modificazioni fisico-chimiche e quindi senza alterarne le proprietà organolettiche e nutritive.
Omogeneizzazione
- Il l. di vacca destinato a uso alimentare diretto (sia pastorizzato sia sterilizzato) viene sottoposto a un trattamento che riduce i globuli di grasso a granulazioni finissime, in maniera da impedire che il grasso stesso si separi, in maniera visibile, anche dopo due giorni di conservazione. L’omogeneizzazione si realizza di solito facendo passare il l., preventivamente riscaldato a 60 °C, attraverso piccoli fori sotto pressione, oppure mediante speciali dispositivi a ultrasuoni.
Evaporazione
- I metodi basati sulla rimozione parziale di acqua hanno un posto molto importante nelle tecnologie del latte. In sostituzione dell’antico metodo di evaporazione in tini aperti, viene preferita attualmente la tecnica dell’evaporazione sotto vuoto che consente una diminuzione del volume a 2/3-1/2 del valore iniziale. La semplice riduzione di acqua non è però sufficiente ad assicurare la conservazione del prodotto e ciò rende necessario ricorrere a trattamenti combinati, come l’impiego del calore o l’aggiunta di zucchero (che a elevate concentrazioni ha effetto batteriostatico). Nell’usuale schema di produzione, il l. viene dapprima filtrato e omogeneizzato, pastorizzato ed evaporato sotto vuoto a temperature variabili fra 48 °C e 60 °C, poi introdotto nel contenitore e infine sigillato in modo sterile. L’addizione di zucchero fino a una concentrazione del 53-55% si effettua dopo l’evaporazione.
Essiccamento
- L’essiccamento comporta una pressoché completa rimozione di acqua dal l.; l’umidità diminuisce dall’87% al 3% circa; il prodotto finale è l. in polvere. La tecnica più diffusa è quella dell’essiccamento a spruzzo. Un perfezionamento a questa tecnica consiste nel polverizzare il l. a temperatura leggermente inferiore a quella normalmente usata; la polvere viene successivamente raccolta in un impianto dove riceve una certa quantità di acqua attraverso iniezioni di vapore. La modificazione dello stato fisico della polvere porta alla formazione di granuli porosi che sono ulteriormente essiccati. La presenza di questi granuli assicura un’istantanea ricostituzione del l. al momento dell’aggiunta di acqua. Il l. in polvere a ricostituzione istantanea ha però una minore durata rispetto al comune l. in polvere. Anche la liofilizzazione (essiccamento sotto vuoto preceduto da surgelamento) potrebbe trovare impiego per la conservazione del l., ma la possibile estensione di questo metodo è legata alla risoluzione di problemi tecnici ed economici.
Trattamenti domestici
- Per il risanamento del l. trova larga applicazione l’ebollizione, che però nella maggioranza dei casi non viene attuata correttamente. Il l. bolle alla temperatura di circa 101 °C, ma 4-5 s a 80 °C sono sufficienti per distruggere le forme patogene eventualmente presenti nel l. crudo, quando tale temperatura viene raggiunta lentamente come nel trattamento domestico. L’ebollizione del l. pastorizzato è dannosa perché ne diminuisce il valore nutritivo e ne peggiora le proprietà organolettiche.

I diversi trattamenti del l. di mucca non ne alterano l’apporto nutritivo per quanto riguarda sia i costituenti principali sia il valore biologico (v. tab. 5).
Preparazioni lattee speciali
L. acidificato L. di vacca, comune o in polvere, acidificato con acido lattico o con acido citrico, per conferirgli proprietà eupeptiche, antiputride e antibatteriche, che lo rendono indicato in alcune dispepsie e dermatosi del lattante.
L. albuminoso L. di vacca sottoposto a un particolare trattamento che lo arricchisce di albumina (caseina) e lo priva dei grassi. È indicato talora nelle dispepsie acide (da grassi e idrati di carbonio), nelle diarree fermentative, e nella ripresa alimentare dopo disturbi enterici. L. delattosato È un prodotto nel quale il lattosio, grazie all’impiego di procedimenti biotecnologici, si trova già scisso negli zuccheri semplici glucosio e galattosio. Esso è indicato per quelle persone che, manifestando fenomeni di intolleranza legati alla presenza del lattosio, non possono utilizzare il l. normale. Lo si trova nei tipi parzialmente scremato e scremato, entrambi risanati con il sistema UHT. L. disidratato Può esistere nelle due forme: l. parzialmente disidratato (o l. condensato o l. concentrato) e l. totalmente disidratato (o l. in polvere o polvere di l.). Con la prima denominazione si intende il prodotto liquido ottenuto direttamente mediante parziale eliminazione dell’acqua dal l. intero, dal l. totalmente o parzialmente scremato o da una miscela di tali prodotti, eventualmente con aggiunta di crema di l. e di saccarosio. Con la seconda denominazione si intende invece il prodotto solido, ottenuto per eliminazione dell’acqua dal l. come il precedente, che deve avere un contenuto in umidità non superiore al 5%. La produzione e il commercio di questi l. sono disciplinati per legge. L. fermentato Con tale denominazione si indicano quei prodotti ottenuti per coagulazione del l. a opera esclusiva di microrganismi della fermentazione acida ovvero acido-alcolica, specifici per ciascun l. fermentato (yogurt, kefyr, gioddu, leben, kumys ecc.). L’acidificazione del l. per mezzo della fermentazione è uno dei più antichi metodi per conservare il l. e per conferirgli particolari proprietà benefiche, ma solo in tempi relativamente recenti la maggiore attenzione del consumatore verso la salubrità degli alimenti ha creato il terreno favorevole allo sviluppo su scala industriale di questi prodotti. Contemporaneamente, a livello di ricerca medica, è stato confermato che alcuni ceppi di fermenti lattici sono in grado di modificare leggermente l’acidità dell’intestino creando una barriera naturale contro le più diffuse infezioni dell’apparato digerente. La produzione e la commercializzazione di tali prodotti è disciplinata per legge. Il l. fermentato più diffuso in Italia è lo yogurt (➔).
L. maternizzato (o umanizzato). L. di vacca trattato in maniera da diminuire a più della metà la caseina, senza modificare il contenuto in grassi. L. probiotico L. al quale, dopo trattamento termico di bonifica (normalmente UHT) e prima del confezionamento in asepsi, vengono aggiunte colture di particolari fermenti (generalmente Lactobacillus acidophilus e Bifidobacterium bifidum), in condizioni tecnologiche tali che il prodotto finito risultante, che deve essere conservato a temperatura non superiore ai 4°C, non subisca azione fermentatrice dal momento della produzione a quello della vendita. I fermenti, che devono rimanere vivi e abbondanti, sono invece capaci di produrre tutte le attività biologiche favorevoli, peculiari di tali microrganismi, quando pervengono nell’apparato enterico umano attraverso l’ingestione del latte.
Produzione
La produzione mondiale di l. dal 2000 al 2007 ha registrato un incremento costante del 15,50%. I cinque principali paesi produttori sono gli Stati Uniti, l’India, la Cina, la Russia e la Germania, mentre, fra gli Stati europei, l’Italia è al quarto posto per la produzione del l. di mucca.
Alcuni tipi di l. vegetale
L. di cocco Liquido interno della noce di cocco; è composto da acqua (oltre il 90%), da glucosio (4%) e da piccole quantità di proteine e di grassi. L. di mandorle Liquido lattiginoso, ricco di lipidi, ottenuto filtrando in acqua un impasto di mandorle dolci pelate (3 parti) e zucchero (1 parte).
L. di soia L. vegetale che si prepara in maniera analoga al l. di mandorle, a partire dai semi di soia. Presenta particolare interesse, come sostituto del l. materno, soprattutto nelle zone tropicali e subtropicali, dove la disponibilità di l. vaccino è scarsa, o quando esiste una specifica intolleranza alle proteine del latte. Il l. di soia fornisce un adeguato apporto nutritivo anche per quanto riguarda la quantità e la qualità degli amminoacidi forniti dalle sue proteine.